
去宮城峽的路上(下集):邱德夫帶路——威士忌專家眼中的宮城峽蒸餾所,和那些導覽不會告訴你的事
在《日威酒徒時光》裡,邱德夫帶你走入宮城峽蒸餾所,看它如何改變了日本威士忌的走向,廠內那兩座1963年製造、至今仍轟轟運轉的老式 Coffey Still,是全球僅剩少數仍在使用的稀有設備,也是這裡釀出獨一無二風味的秘密所在。
《日威酒徒時光》由旅遊作家工頭堅與威士忌達人邱德夫(鎮長)同行記錄:一位說路,一位說酒,說的都是那個你在地圖上永遠找不見、只有親身到過才懂的日本。
在我心中,宮城峽是一間非常美麗的酒廠。我們造訪的四月天,日本東北地方櫻花依然未謝,春寒微料峭,但透過雲層的陽光映著新川、山色和人工湖顯得乾淨透明。酒廠的訪客不多, 只有零星數人,感覺好像獨自擁有整間酒廠一樣,非常快意舒適。
酒廠巡禮:景色如畫的宮城峽蒸餾所

1964年,余市蒸餾所已經來到而立之年,生產銷售端也走上正軌,竹鶴先生構思在本島興建第二座麥芽威士忌酒廠。
余市模仿蘇格蘭強壯、粗獷、具有煙燻風味的坎貝爾鎮區或高地區風格,於當時日本人的飲酒習慣下,絕對是個大膽的賭注,尤其是已經有了山崎白札、赤札的失敗經驗,竹鶴先生依然故我的投入,再次證明他的理想性格。不過到了第二座蒸餾所,這時候日本人的飲酒習性已經有了改變,也更為成熟,所以需要更多元的風味來開發市場, 例如甜美、圓潤、趨近於蘇格蘭斯貝賽或低地區的花果 風味。
設備容易取得,但環境合適的廠址難覓,設定的條件包括必須位在東北內陸的山區、空氣品質清新且濕度適當,以及位在水質優良的河川附近。竹鶴先生與養子竹鶴威花了3年的功夫在各地探訪,終於在1967年選定了位在宮城縣仙台市附近,由廣瀨川和新川交會的峽谷地,兩條河川由於水溫不同,匯流後容易形成薄霧,適合威士忌的長期熟成。在一則流傳既廣的故事中,竹鶴父子倆來到河流旁,竹鶴先生舀起了一小杯河水,兌上他隨身攜帶的Black Nikka,一喝之下,清涼甜美無比舒暢,再問起這條河流的名稱,當地人對於「新川」的讀法居然不是較常聽見的Shinkawa,而是Nikkawa,根本是冥冥中自有天意,所以當場就決定設立在這裡。
新川河畔有個小牌子,記述這段有關「緣分」的小故事,而我既然到此一遊,當然也要仿效竹鶴先生的事蹟行宜。好朋友小林伸之(Nobuyuki Kabayashi)帶我們來到了河邊,潺潺流動的河水異常清澈,可以直視河床底的礫石。我舀了一杯水,不管是否合乎飲用水標準先啜飲一口,再倒入Black Nikka,映著山光水色,真的美妙非凡。
新酒廠於1968年動工,隔年就開始蒸餾,一開始的名稱為仙台蒸餾所,直到2001年才正式更名為宮城峽蒸餾所。由於取得的土地面積廣達37公頃,因此以竹鶴先生的理念「不尊重自然就無法釀製好威士忌」為原則來建造酒廠,所有的廠房建築依據製作流程——發麥及烘乾、糖化、發酵、蒸餾——呈線型排列,並依據自然地形配置在不同的高程位置,而不是夷平整個區域來做整地開發。相隔著人工湖的另一側則配置多棟熟成倉庫,整體的佈局讓遊客能同時看到磚造結構和背景中的鎌倉山。至於原來生長的樹木則盡可能的保留,且所有的電線都埋設於地下——這種做法在日本可說非常先進,即便如東京等大都市都難以辦到,因此還給蒸餾所完整、不受人為構造物汙染的天空。
麥芽威士忌的製作方法
宮城峽於開始營運時,也自行做發麥,但是在1975年就停止了(余市蒸餾所在1974年停止),總共只做了短短5年,原因當然是無法滿足越來越大的麥芽需求,如今所有的麥芽主要都來自蘇格蘭。不過為了讓遊客了解早期地板發麥的做法,廠內保留了寶塔造型的「乾燥棟Kiln Tower」地標,參訪者一下車便能看到,室內放置著燃燒泥煤的窯爐設備,也展示了一張在北海道石狩平野挖掘泥煤的照片,不過導覽人員告訴我,過去宮城峽使用的泥煤不完全來自北海道,也有部分取自東北地方。
宮城峽的糖化用水取自新川,酒廠與地方政府簽訂的合約每日抽水量有一定限額,因此利用河邊的抽水泵浦將水抽到儲水槽備用。目前擁有2座不鏽鋼糖化槽,容量分別為6公噸和9公噸,用於對應舊與新蒸餾器組。至於發酵槽一共有22座,都是不鏽鋼製,每一座的容量為50,000公升[1],發酵時間3天。
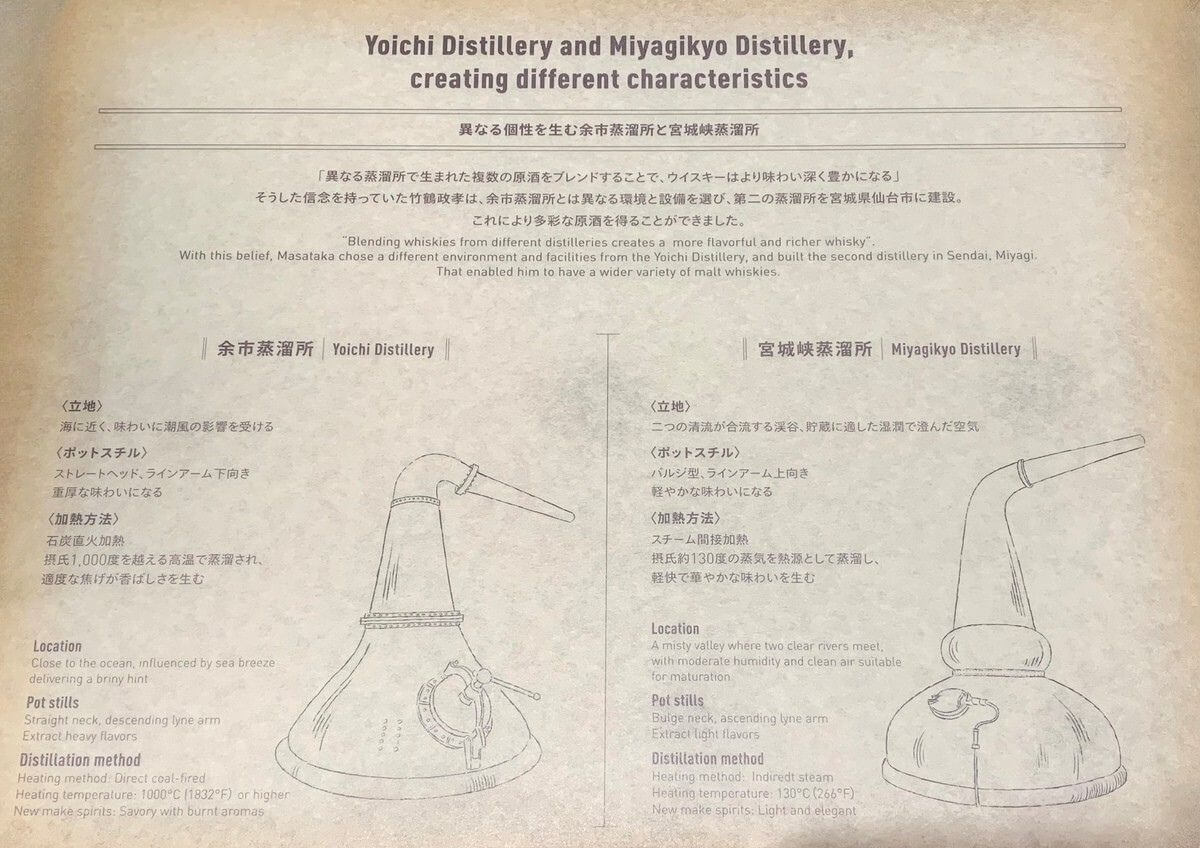
在竹鶴先生的構想裡,設立宮城峽的目的是製作出與余市完全不同風格的威士忌,所以雖然在蒸餾之前的製程與余市類似,同樣也使用無泥煤、輕泥煤與重泥煤麥芽,但是蒸餾器的設計就明顯有別。成立之初有2對4座蒸餾器, 容量分別為酒汁蒸餾器16,000公升、烈酒蒸餾器12,000公升,1976年再增加2對4座,容量為舊蒸餾器的1.5倍(酒汁蒸餾器24,000公升、烈酒蒸餾器18,000公升)。無論新舊全都使用130°C的蒸氣做間接加熱,也都擁有沸騰球,而且林恩臂都微微向上傾斜,冷凝時也都採用最常見的殼管式冷凝器,最終得到平均酒精度為69%的新酒。顯而易見的, 蒸餾的目的是為了做出較為乾淨、輕盈的新酒。
[1] 50,000 公升為導覽人員的說明,《日本威士忌全書》的記載是11 座38,000 萬公升和11 座48,000 萬公升。
目前所有的麥芽威士忌都在廠內熟成,一共有25座倉庫,最新的一座是在2021年興建,屬於現代化的倉庫,其餘24座都是鋪地式陳放。我們參觀的是6號倉庫,這座倉庫特殊之處是可以看到許多個人包桶,桶型都是180公升的barrel,上面貼著單桶所有人的標籤。可惜的是,單桶計畫只提供給日本人申請,再以抽籤的方式決定,而且也在2020年終止了這個計畫,不過導覽人員告訴我,等庫存量累積夠多之後,應該還會重啟計畫,到時候希望也能開放給國外的喜好者。
順便一提,接下來說明的穀物威士忌全都儲放在「栃木工廠」熟成。栃木工廠位於栃木縣櫻市,1977年興建完成,目前是Nikka最大的橡木桶製桶廠和熟成倉庫。
Coffey Still 的蒸餾方式
宮城峽最吸引我關注的產製設備,絕對是用於製作Coffey Malt、Coffey Grain以及Coffey Gin、Coffey Vodka的連續式蒸餾器。不過讀者們可能不理解什麼是Coffey Still,所以先做容我個簡單說明。
熟悉蘇格蘭威士忌的愛好者,大概都知道穀物威士忌是利用連續式蒸餾器來產製,這種蒸餾器最早是由Robert Stein進行商業註冊,而後在1831年,一位愛爾蘭的稅務官Aeneas Coffey加以改良並取得專利,所以日後這種蒸餾器就被稱為Coffey Still或者是Patent Still。
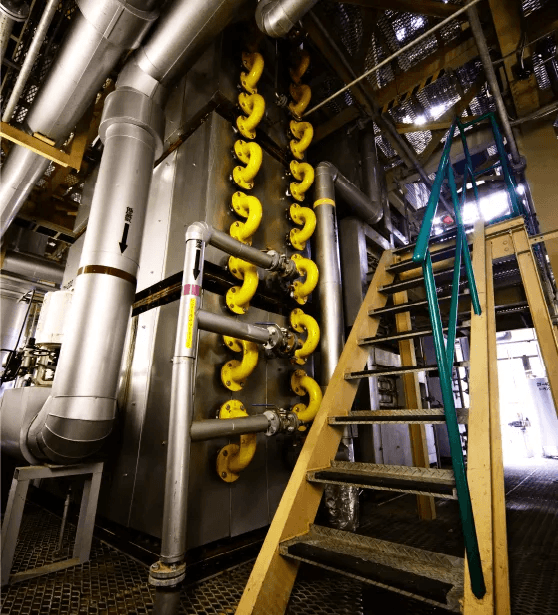
宮城峽的旅客中心有一段動畫做得很精緻,生動清楚的說明了Coffey Still的運作原理和方法。基本上,這種蒸餾器由2支蒸餾柱組成,分別稱為分析柱(Analyzer)和精餾柱(Rectifier),每支蒸餾柱內部裝設了許多層的蒸餾板。蒸餾板有各種形式,最簡單的是一面打了許多孔洞的銅板,蒸氣每通過一層板便等同於做了一次蒸餾。
宮城峽使用的分析柱有24層蒸餾板,精餾柱則有42 層。實際運作時,發酵完成的酒汁從精餾柱的第39層位置輸入,而後順著繞進繞出蒸餾柱的導管往下流,到達最底端之後,往上逆流到分析柱的頂端,再把酒汁撒在最上一層的蒸餾板上。分析柱底部源源不斷的提供高溫高壓的蒸氣,透過蒸餾板上的孔洞與蒸餾液體進行熱交換,把蒸餾液加熱後,帶出一部分相對揮發性較高的酒精形成蒸氣, 再繼續往上一層爬升。如此一層一層的往上升之後,蒸氣裡的酒精濃度將逐漸提高,最後從分析柱的頂端輸出,再導流到精餾柱的底部。
剛開始蒸餾時, 精餾柱的蒸餾板上並沒有任何液體,不過從底部上升的蒸氣碰到銅板後,一部分會凝結成液體,再滴落到下層銅板,這就是我們熟悉的名詞: 迴流(reflux),主要目的是讓蒸氣與銅板不斷的接觸, 去除如硫化物等讓人不喜的雜味。等到蒸氣繼續往上升,也不斷的形成迴流之後,最終蒸氣裡的酒精濃度達到酒廠設定的目標,便可以導流出來,透過冷凝器凝結成液體, 這就是新酒。每一間蒸餾廠都有自己的目標值,高一些酒體比較輕盈,低一些酒體就比較厚重,宮城峽是在精餾柱的第32層蒸餾板把新酒導出,酒精度約為94%。
 余市、宮城峽蒸餾器差異
余市、宮城峽蒸餾器差異
以上就是連續式蒸餾器的運作原理,只要開機運作一段時間後,就能夠達到熱平衡,這時只需連續不斷的提供酒汁和高溫高壓蒸氣,新酒就會源源不斷的冒出,也所以宮城峽的Coffey Still一開始運作,便持續運作8天,直到發酵酒汁用罄為止。不過目前全球的穀物威士忌酒廠,使用的是現代化的連續式蒸餾器,以4∼6座圓柱形蒸餾器互相搭配運作,產生乾淨、輕盈、無味的高酒精度中性酒精。至於Coffey Still不同之處,除了只有2支柱體,更大的特色是繞進繞出精餾柱的導管,由於裡面流動的酒汁比柱體內的蒸氣溫度低,當蒸氣碰到管子後,一方面產生迴流,一方面也有預熱酒汁以便輸入分析柱的功能,不過效率也就比較低了。目前除了宮城峽,只剩下蘇格蘭的Cameronbridge和North British仍在繼續使用,Cameronbridge甚至還保留最早期的Robert Stein蒸餾器,但有否使用就不得而知了。
宮城峽裝置了2套Coffey Still,分別在1963年和1966年製作完成。早期用來做調和式威士忌的基酒,如今除了供調和使用,也產製Coffey Malt、Coffey Grain,以及Coffey Gin和Coffey Vodka等一系列Coffey產品。Coffey Malt顧名思義,使用的是100%的麥芽,而Coffey Grain則使用97% 的玉米和3%的麥芽。這2種很特殊的威士忌在2014年才正式成為商品,其中又以Coffey Malt最為特殊,因為麥芽原料的成本比較高,拿來做穀物威士忌似乎有點划不來,因此除了宮城峽,類似的商品——據我所知——只有蘇格蘭的Loch Lomond酒廠曾經做過。讀者們若有興趣,不妨把這2支酒做Head to Head的品飲比較,一定非常有趣。
Coffey Still 的歷史緣由
讀者們是否會覺得奇怪,宮城峽不是在1968年才興建,怎麼廠內會安裝這2座更早期的設備呢?嚴格說來, Nikka的第二間蒸餾所是西宮蒸餾所(Nishinomiya)而非宮城峽。早在1960年初,當余市蒸餾所慢慢站穩腳跟之後,竹鶴先生開始思考製作蘇格蘭式的調和式威士忌,也就是調和了麥芽與穀物的威士忌,而不是市面上普遍所見調入食用酒精的威士忌。由於竹鶴先生曾經在蘇格蘭的Bo'ness穀威士忌蒸餾廠實習,所以他希望能興建一座穀物威士忌酒廠。
這個想法被一位很重要的朋友認同,他就是朝日啤酒公司的第一任社長山本為三郎,當時也是Nikka的最大股東。為了完成竹鶴先生的構想,山本先生成立了朝日酒造(Asahi Shuzo),並且資助竹鶴先生訂購了1套Coffey Still。竹鶴先生為此二度回到格拉斯哥,接洽Blair, Campbell & McLean公司製作蒸餾器,而後於1964年運抵西宮工廠,同年10月開始蒸餾,隔年Nikka便推出了全新版本的Black Nikka。這款新產品(比「角」好喝)因為質優價廉而大獲成功,穀物威士忌也跟著供不應求, 所以1966年趕緊又買回來第二套,容量比第一座還要大 1.5倍。
日本威士忌的銷售量在1980年代大幅下滑,加上烈酒稅法在1989年產生重大變革,國產威士忌必須和進口威士忌放在相同的稅基上競爭,生存越來越艱苦,只好盡可能的精簡開支。Nikka在1997年決定將西宮工廠的2座Coffey Still搬到宮城峽,而原本的廠房便歸朝日啤酒所有,花費320億日圓(!)完成搬遷後,1999年開始蒸餾。
順帶一提,1963和1966分別是我和工頭堅的年份, 所以我們各自跟自己的「年份蒸餾器」合拍了到此一遊的照片,拍照時蒸餾器既熱又吵的運作中,顯然老當益壯一點都不輸年輕人(挺)。由於Blair, Campbel l & McLean公司在1977年便已經停止營運,因此Nikka公司必須自行訓練保養維修人員,同時也必須自行開發製作零件來更換。此外,蒸餾室裡還安裝了1座現代化的連續式蒸餾器,同樣也蒸餾琴酒和伏特加,但是當然就不能掛上Coffey這個名稱了。
Nikka的母公司「朝日集團控股株式會社」為了在2050年實現零碳排的目標,訂定了Asahi Carbon Zero計畫,旗下21間工廠目前都使用再生能源,占所有工廠能源使用量的 54%。同時朝日集團也是日本第一家加入RE100 的飲料製造商,所謂RE100是促使企業推動100%使用再生能源的全球倡議。
由於母公司的努力,宮城峽蒸餾所成為日本第一間使用再生能源的威士忌酒廠,至於以燃煤直火加熱著稱的余市蒸餾所,因一時之間尚無法戒絕這個「癮」,所以未來會如何更改,至今還沒有答案。
延伸閱讀:去宮城峽的路上(上集):工頭堅帶路——橫丁昭和老酒館、深山義式料理,東北深度旅行一日遊

本文摘錄自《日威酒徒時光》|寫樂文化 出版
➤ 訂閱實體雜誌請按此
➤ 單期購買請洽全國各大實體、網路書店
VERSE 深度探討當代文化趨勢,並提供關於音樂、閱讀、電影、飲食的文化觀點,對於當下發生事物提出系統性的詮釋與回應。
延伸閱讀Further Reading



